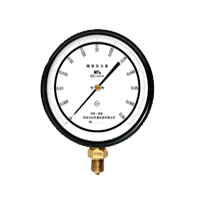
压力表产生示值误差的变化规律及处理方法
示值误差:是指在规定的参比工作条件下确定的误差,即正常工作条件下,被检表的读数与标准表的示值之差,它分为线性误差和非线性误差。
线性误差:是指量程范围内,被检压力表读数与标准压力表示值之差成比例地增大或减小。
非线性误差:压力表的放大比例不能满足要求时,使被检表读数与标准表示值之差呈无规律变化,形成非线性误差。
大家知道压力表在使用过程中产生基本误差和非线性误差的原因是C型弹簧管变型和机芯移位等现象产生,但是C型弹簧管变形使用单位是无法修复的,机芯的位移和变形所产生的误差是可以通过下面的方法进行修正。
压力表机芯在整个行程中连杆移动和角度的大小与指针在刻度盘上偏转角度的大小成正比例关系。按规程要求指针在全行程中转动的角度,应与刻度盘上所示刻度线角度的大小相等,即以270度时为最佳;否则,中间刻度两侧示值将出现快、慢变化的不同,产生基本误差或非线性误差。
机芯安装位置的调整:主要处理压力表在某一段测量范围的非线性误差,顺时针转动机芯安装位置,刻度前半部指针走得慢,刻度后半部指针走得快。逆时针转动机芯安装位置,则恰恰相反,刻度前半部指针走得快,刻度后半部指针走得慢。 连杆与扇形齿的调整:主要处理压力表在整个测量范围的非线性误差,改变连杆与扇形齿间夹角的大小,可以调整非线性误差。调小连杆与扇形齿间夹角,指针在前半部分刻度走得快,指针在后半部指针走得慢。调大两端与扇形齿轮间的夹角,则相反。


 微信扫一扫
微信扫一扫





 24小时服务热线:
24小时服务热线: